Menu
▾
▴
emc-users
|
From: Kirk W. <kwa...@wa...> - 2008-04-16 03:42:47
|
I am losing patience with the Bandit on my Shizuoka mill, so I am thinking of converting to EMC2 sooner than later. I would like to save the stepper drivers but they look like they might have a proprietary integration with the controller. The drives have four inputs that appear to take in steps as quadrature signals plus their complements; QB, QA, /QB, /QA. QB ___|```|___|```|_ QA _|```|___|```|___ /QB ```|___|```|___|` /QA `|___|```|___|``` ... Darn, I just realized this will only work for the parallel port, which is too slow. I guess, I need new step/direction drivers plus a hardware clock generator. Unless someone knows of a clock generator with quadrature outputs. For a stepper driver, what do I need to consider to make the best integration with EMC2? My current drivers have a 45 V supply, 8 Amp limit, and 6 wires of which two are labeled "common". The motors are not labeled and I don't know how to determine the steps per revolution. I seem to recall the Geckos had a non-adjustable I in its PID tuning? I want to use limit and home switches, but I am used to homing on an encoder index and I won't have an index. It seems that a switch alone would not be accurate enough. I suppose I can add an index disk and sensor. On the other hand, this is only important if you don't want to touch off after powering up? It's time to hit the books, but any advise is appreciated. -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/Bandit CNC) |
|
From: Kirk W. <kwa...@wa...> - 2008-04-16 04:21:42
|
On Tue, 2008-04-15 at 20:42 -0700, Kirk Wallace wrote: ... snip > I seem to recall the Geckos had a non-adjustable I in its PID tuning? ... snip Oops. Thats for their DC drives. (Dooh) -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/Bandit CNC) |
|
From: <er...@dd...> - 2008-04-16 07:20:31
|
On Tue, Apr 15, 2008 at 08:42:44PM -0700, Kirk Wallace wrote: > The motors are not labeled and I don't know > how to determine the steps per revolution. ... > I suppose I can add an index disk and sensor. Is that perhaps a simple way to determine the steps per revolution? (Count the steps fed to the motor, and observe how often the index occurs.) (Can't offer much on the other questions. :-) Erik |
|
From: Kirk W. <kwa...@wa...> - 2008-04-16 16:25:06
|
On Wed, 2008-04-16 at 17:23 +1000, Erik Christiansen wrote: > On Tue, Apr 15, 2008 at 08:42:44PM -0700, Kirk Wallace wrote: > > The motors are not labeled and I don't know > > how to determine the steps per revolution. > > ... > > > I suppose I can add an index disk and sensor. > > Is that perhaps a simple way to determine the steps per revolution? > (Count the steps fed to the motor, and observe how often the index > occurs.) > > (Can't offer much on the other questions. :-) > > Erik Thanks for your reply, Erik. I was wondering if there was a way to figure out the steps per revolution with the motors disconnected, but it's probably not important, because I can adjust settings after I get the motors working. Although, it would be nice to know to figure out what pulse rate I would need for my planned rapid of 100 inches per minute (with 5 rev. per inch screws). -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/Bandit CNC) |
|
From: John K. <jmk...@fa...> - 2008-04-16 16:28:11
|
Kirk Wallace wrote: > > Thanks for your reply, Erik. I was wondering if there was a way to > figure out the steps per revolution with the motors disconnected, but > it's probably not important, because I can adjust settings after I get > the motors working. Although, it would be nice to know to figure out > what pulse rate I would need for my planned rapid of 100 inches per > minute (with 5 rev. per inch screws). > Small steppers (as in printers, etc) tend to come in all flavors. But once you get into the kind of motors that are used on larger machines, 200 step per rev is the huge majority. In your shoes, I would assume 200 until proven otherwise. Regards, John Kasunich |
|
From: Kirk W. <kwa...@wa...> - 2008-04-16 20:36:59
|
On Wed, 2008-04-16 at 12:27 -0400, John Kasunich wrote: > Kirk Wallace wrote: > > > > Thanks for your reply, Erik. I was wondering if there was a way to > > figure out the steps per revolution with the motors disconnected, but > > it's probably not important, because I can adjust settings after I get > > the motors working. Although, it would be nice to know to figure out > > what pulse rate I would need for my planned rapid of 100 inches per > > minute (with 5 rev. per inch screws). > > > > Small steppers (as in printers, etc) tend to come in all flavors. But > once you get into the kind of motors that are used on larger machines, > 200 step per rev is the huge majority. In your shoes, I would assume > 200 until proven otherwise. > > Regards, > > John Kasunich Thanks John and Jon. While I was using the machine, it seemed I could dial in a least a half thousandth on the axis dials and the motors are directly coupled. There is .2" per rev. so at least 400 half thousandths or steps per rev. I must be missing something about steppers. So for 200 steps/rev: 100 inches/minute x 1 minute/60 seconds = 1.6667 inches/second x 1 rev./.2 inches = 8.3333 rev./second (500 RPM) x 200 steps/rev. = 1666 steps/second That seems a little low. It is well within parport frequency, though. Stepgen type eight seems to be what I need. I assume that for a direction change phase C and D sift two periods or a half wave? I could use an inverter chip to create phase B and D from type 2 but I don't mind using two more pins. I guess that could change. I found that the controller ground was +12 Volts relative to my scope probe, so I rigged up an optocoupler and it works well. Now, with another opto, I can scope out the driver IO. -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/Bandit CNC) |
|
From: RogerN <re...@wi...> - 2008-04-16 10:39:31
|
If I remember correctly, the Quadrature signals will let the control step a motor twice as fast as step and direction. It might be worth a try before replacing your drives. Roger Neal re...@wi... ----- Original Message ----- From: "Kirk Wallace" <kwa...@wa...> To: "Enhanced Machine Controller (EMC)" <emc...@li...> Sent: Tuesday, April 15, 2008 10:42 PM Subject: [Emc-users] Bandit Steppers >I am losing patience with the Bandit on my Shizuoka mill, so I am > thinking of converting to EMC2 sooner than later. I would like to save > the stepper drivers but they look like they might have a proprietary > integration with the controller. The drives have four inputs that > appear > to take in steps as quadrature signals plus their complements; QB, > QA, /QB, /QA. > > QB ___|```|___|```|_ > QA _|```|___|```|___ > /QB ```|___|```|___|` > /QA `|___|```|___|``` > > ... Darn, I just realized this will only work for the parallel port, > which is too slow. I guess, I need new step/direction drivers plus a > hardware clock generator. Unless someone knows of a clock generator > with > quadrature outputs. > > For a stepper driver, what do I need to consider to make the best > integration with EMC2? > > My current drivers have a 45 V supply, 8 Amp limit, and 6 wires of > which > two are labeled "common". The motors are not labeled and I don't know > how to determine the steps per revolution. > > I seem to recall the Geckos had a non-adjustable I in its PID tuning? > > I want to use limit and home switches, but I am used to homing on an > encoder index and I won't have an index. It seems that a switch alone > would not be accurate enough. I suppose I can add an index disk and > sensor. On the other hand, this is only important if you don't want to > touch off after powering up? > > It's time to hit the books, but any advise is appreciated. > > -- > Kirk Wallace (California, USA > http://www.wallacecompany.com/machine_shop/ > Hardinge HNC lathe, > Bridgeport mill conversion, doing XY now, > Zubal lathe conversion pending > Craftsman AA 109 restoration > Shizuoka ST-N/Bandit CNC) > > > ------------------------------------------------------------------------- > This SF.net email is sponsored by the 2008 JavaOne(SM) Conference > Don't miss this year's exciting event. There's still time to save > $100. > Use priority code J8TL2D2. > http://ad.doubleclick.net/clk;198757673;13503038;p?http://java.sun.com/javaone > _______________________________________________ > Emc-users mailing list > Emc...@li... > https://lists.sourceforge.net/lists/listinfo/emc-users |
|
From: Kirk W. <kwa...@wa...> - 2008-04-16 16:26:42
|
On Wed, 2008-04-16 at 05:38 -0500, RogerN wrote: > If I remember correctly, the Quadrature signals will let the control > step a motor twice as fast as step and direction. It might be worth a > try before replacing your drives. > > Roger Neal > re...@wi... Good point, Roger. -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/Bandit CNC) |
|
From: Andre' B. <an...@us...> - 2008-04-16 12:00:30
|
At 10:42 PM 4/15/2008, you wrote: >I am losing patience with the Bandit on my Shizuoka mill, so I am >thinking of converting to EMC2 sooner than later. I would like to save >the stepper drivers but they look like they might have a proprietary >integration with the controller. The drives have four inputs that appear >to take in steps as quadrature signals plus their complements; QB, >QA, /QB, /QA. > >QB ___|```|___|```|_ >QA _|```|___|```|___ >/QB ```|___|```|___|` >/QA `|___|```|___|``` > >... Darn, I just realized this will only work for the parallel port, >which is too slow. I guess, I need new step/direction drivers plus a >hardware clock generator. Unless someone knows of a clock generator with >quadrature outputs. > >For a stepper driver, what do I need to consider to make the best >integration with EMC2? > >My current drivers have a 45 V supply, 8 Amp limit, and 6 wires of which >two are labeled "common". The motors are not labeled and I don't know >how to determine the steps per revolution. > >I seem to recall the Geckos had a non-adjustable I in its PID tuning? > >I want to use limit and home switches, but I am used to homing on an >encoder index and I won't have an index. It seems that a switch alone >would not be accurate enough. I suppose I can add an index disk and >sensor. On the other hand, this is only important if you don't want to >touch off after powering up? > >It's time to hit the books, but any advise is appreciated. Step direction to quadrature conversion can be done, not all that much of a circuit needed really. http://www.cnczone.com/forums/showthread.php?t=12066 __________ Andre' B. Clear Lake, Wi. |
|
From: Kirk W. <kwa...@wa...> - 2008-04-16 16:48:29
|
On Wed, 2008-04-16 at 07:00 -0500, Andre' Blanchard wrote: ... snip > Step direction to quadrature conversion can be done, not all that much of a > circuit needed really. > http://www.cnczone.com/forums/showthread.php?t=12066 > > __________ > Andre' B. Clear Lake, Wi. I tried to see what the driver inputs were by using my oscilloscope, but the signals are referenced to a floating ground, what I got was allot of noise. I could use two channels to get a differential between the signal and its ground, but I only have two channels, so I could not compare the timing of two signals. So far my guess about the signals is based on noisy traces and reverse engineering a small bit of the controller output circuit. I suppose I could continue to trace the circuit to see what signals are up the line. I just realized, I could probably get by the scope problem by probing the far side of the optocouplers in the driver or setup my own optocouplers referenced to the scope ground. I guess this is going to take a little more effort on my part. -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/Bandit CNC) |
|
From: Jon E. <el...@pi...> - 2008-04-16 17:21:19
|
Kirk Wallace wrote: > I am losing patience with the Bandit on my Shizuoka mill, so I am > thinking of converting to EMC2 sooner than later. I would like to save > the stepper drivers but they look like they might have a proprietary > integration with the controller. The drives have four inputs that appear > to take in steps as quadrature signals plus their complements; QB, > QA, /QB, /QA. EMC2 can produce these signals. You can generate quadrature outputs and then produce the complements with inverter chips. That still uses only 2 pins/axis. Or, you can make it produce wave drive, and get smoother operation with wave drive, at the cost of going to 4 pins/axis. > > QB ___|```|___|```|_ > QA _|```|___|```|___ > /QB ```|___|```|___|` > /QA `|___|```|___|``` > > ... Darn, I just realized this will only work for the parallel port, > which is too slow. Why is the par. port too slow? I guess, I need new step/direction drivers plus a > hardware clock generator. Unless someone knows of a clock generator with > quadrature outputs. > > For a stepper driver, what do I need to consider to make the best > integration with EMC2? > > My current drivers have a 45 V supply, 8 Amp limit, and 6 wires of which > two are labeled "common". The motors are not labeled and I don't know > how to determine the steps per revolution. Almost without a doubt, 200 full steps/rev. Jon |
|
From: sam s. <sa...@em...> - 2008-04-16 21:07:57
|
If you actually have access to all 4 coils - then I would use types 9 or 10. This would be half stepping and give you 2000 steps per inch. (.0005 per step) 200*2*5. at a normal base period of 50000 - you could get (without using doublestep) 300ipm easy. Not that your machine would actually do that. sam Kirk Wallace wrote: > On Wed, 2008-04-16 at 12:27 -0400, John Kasunich wrote: > >> Kirk Wallace wrote: >> >>> Thanks for your reply, Erik. I was wondering if there was a way to >>> figure out the steps per revolution with the motors disconnected, but >>> it's probably not important, because I can adjust settings after I get >>> the motors working. Although, it would be nice to know to figure out >>> what pulse rate I would need for my planned rapid of 100 inches per >>> minute (with 5 rev. per inch screws). >>> >>> >> Small steppers (as in printers, etc) tend to come in all flavors. But >> once you get into the kind of motors that are used on larger machines, >> 200 step per rev is the huge majority. In your shoes, I would assume >> 200 until proven otherwise. >> >> Regards, >> >> John Kasunich >> > > Thanks John and Jon. While I was using the machine, it seemed I could > dial in a least a half thousandth on the axis dials and the motors are > directly coupled. There is .2" per rev. so at least 400 half thousandths > or steps per rev. I must be missing something about steppers. > > So for 200 steps/rev: > > 100 inches/minute x 1 minute/60 seconds = 1.6667 inches/second > x 1 rev./.2 inches = 8.3333 rev./second (500 RPM) > x 200 steps/rev. = 1666 steps/second > > That seems a little low. It is well within parport frequency, though. > > Stepgen type eight seems to be what I need. I assume that for a > direction change phase C and D sift two periods or a half wave? I could > use an inverter chip to create phase B and D from type 2 but I don't > mind using two more pins. I guess that could change. > > I found that the controller ground was +12 Volts relative to my scope > probe, so I rigged up an optocoupler and it works well. Now, with > another opto, I can scope out the driver IO. > > |
|
From: Kirk W. <kwa...@wa...> - 2008-04-16 23:26:07
|
On Wed, 2008-04-16 at 16:07 -0500, sam sokolik wrote: > If you actually have access to all 4 coils - then I would use types 9 > or 10. This would be half stepping and give you 2000 steps per inch. > (.0005 per step) 200*2*5. > > at a normal base period of 50000 - you could get (without using > doublestep) 300ipm easy. Not that your machine would actually do > that. > > sam Thanks Sam. I believe my motors have a common on two pairs of coils. I think like this: 1 C 2 | | | WW WW MM MM | | | 3 C 4 I don't know the options for wiring this configuration, but the Gecko documentation indicates that you can series or parallel the coils for a four wire configuration. I get the feeling that currently, my four coils are driven separately. The plan so far, is to just reproduce the present wave forms, so I won't need to know what I am doing. I'll just look like it. -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/Bandit CNC) |
|
From: Kirk W. <kwa...@wa...> - 2008-04-16 23:14:33
|
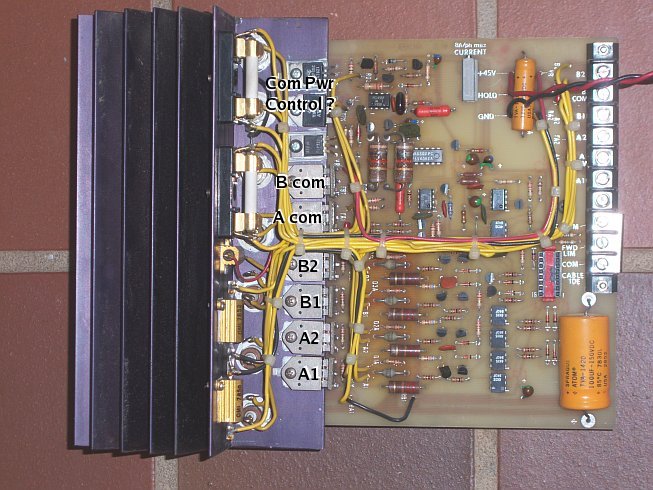
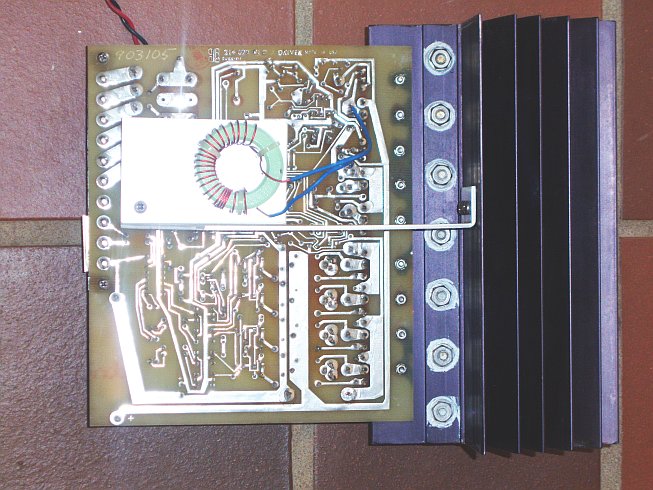
On Tue, 2008-04-15 at 20:42 -0700, Kirk Wallace wrote: ... snip > The drives have four inputs that appear > to take in steps as quadrature signals plus their complements; QB, > QA, /QB, /QA. > > QB ___|```|___|```|_ > QA _|```|___|```|___ > /QB ```|___|```|___|` > /QA `|___|```|___|``` I scoped out the driver IO and got this: QB ___|```|___|```|_ QA _|```|___|```|___ /QB ```|___|```|___|` /QA `|___|```|___|``` IB __||__||__||__||_ IA ||__||__||__||__| The IA and IB sink the LED's on two optocoupler inputs each. The high side of the LED's is driven by the Q and /Q quadrature signals. I am guessing this forms a NAND function or an Inhibit? I wonder if the inhibits are needed to prevent shoot-through? If that is the case I will need to be very careful not to allow shoot-through. Here are some pictures of one of the drives. http://www.wallacecompany.com/machine_shop/Shizuoka/00001-1a.jpg http://www.wallacecompany.com/machine_shop/Shizuoka/00002-1a.jpg I am wondering if this is just a simple H-bridge with current limit? If anyone has more information on this drive, I would appreciate hearing it. -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/Bandit CNC) |
{kind=link}
{kind=link}
|
From: Kirk W. <kwa...@wa...> - 2008-04-17 01:06:04
|
On Wed, 2008-04-16 at 16:14 -0700, Kirk Wallace wrote: > On Tue, 2008-04-15 at 20:42 -0700, Kirk Wallace wrote: > ... snip > I am wondering if this is just a simple H-bridge with current limit? If > anyone has more information on this drive, I would appreciate hearing > it. Looking more closely at the driver, reveals it has three MC1455 (NE555 compatible) timer/oscillators and an unknown FUA3302. The oscillators must be doing some sort of power conversion. I was wondering why there seemed to be allot of extra transistors and why the motors buzzed even at rest. I need to some more poking around with the scope or voltmeter. -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/Bandit CNC) |
|
From: Jon E. <el...@pi...> - 2008-04-17 02:45:13
|
Kirk Wallace wrote: > > The IA and IB sink the LED's on two optocoupler inputs each. The high > side of the LED's is driven by the Q and /Q quadrature signals. I am > guessing this forms a NAND function or an Inhibit? I wonder if the > inhibits are needed to prevent shoot-through? If that is the case I will > need to be very careful not to allow shoot-through. Here are some > pictures of one of the drives. > > http://www.wallacecompany.com/machine_shop/Shizuoka/00001-1a.jpg > http://www.wallacecompany.com/machine_shop/Shizuoka/00002-1a.jpg > > I am wondering if this is just a simple H-bridge with current limit? If > anyone has more information on this drive, I would appreciate hearing > it. > It seems to have a LOT of parts for an H-bridge, and you mentioned before "common" wires on the motors. So, it sounds like a very typical current-limiting unipolar drive. It would need 4 transistors for the unipolar phases, and then more stuff for the current regulator(s). I see 4 copies of some circuitry at the bottom of your first picture, so I'm guessing the bottom 4 transistors are those phase drivers. There are 7 big diodes, too. I can't quite explain the whole topology from the pics, but a dual H-bridge would not use the motor center taps, and would need 8 identical power transistors. You have 6 identical TO-218 units, and 2 TO-220s and one more (different) TO-218. Yes, it seems reasonable they need to turn off one transistor before turning on the opposing one. It wouldn't actually cause "shoot through", but an equally rough situation due to the center-tapped transformer action of the motor winding. If those transistors are Darlingtons (quite likely) then they can take a LONG time to turn off, in the several microseconds range. Jon |
|
From: John K. <jmk...@fa...> - 2008-04-17 01:37:56
|
Kirk Wallace wrote: > On Wed, 2008-04-16 at 16:14 -0700, Kirk Wallace wrote: >> On Tue, 2008-04-15 at 20:42 -0700, Kirk Wallace wrote: >> ... snip > >> I am wondering if this is just a simple H-bridge with current limit? If >> anyone has more information on this drive, I would appreciate hearing >> it. > > Looking more closely at the driver, reveals it has three MC1455 (NE555 > compatible) timer/oscillators and an unknown FUA3302. The oscillators > must be doing some sort of power conversion. I was wondering why there > seemed to be allot of extra transistors and why the motors buzzed even > at rest. I need to some more poking around with the scope or voltmeter. > It sure looks like a unipolar drive to me. They are probably doing half-stepping, which would give you the counts per inch that you think you have. Power is applied to the two center taps, thru two of the transistors which probably act as choppers to control the current. The other four transistors connect the ends of the windings to ground. If you call the windings 1 and 2, and the two ends of each winding A and B, half stepping would be something like so: 1A only 1A and 2A 2A only 2A and 1B 1B only 1B and 2B 2B only 2B and 1A repeat That is one full electrical cycle, four full steps, eight half-steps. It might be enlightening to trace out as much of the power circuit as possible and post it, if you are interested in reverse engineering the drive. I've done a little power electronics, and I'd be happy to take a look and see what I can figure out. Regards, John Kasunich |
|
From: Kirk W. <kwa...@wa...> - 2008-04-17 20:32:23
|
On Wed, 2008-04-16 at 21:37 -0400, John Kasunich wrote: ... snip > It sure looks like a unipolar drive to me. They are probably doing > half-stepping, which would give you the counts per inch that you think > you have. > > Power is applied to the two center taps, thru two of the transistors > which probably act as choppers to control the current. The other four > transistors connect the ends of the windings to ground. If you call the > windings 1 and 2, and the two ends of each winding A and B, half > stepping would be something like so: > > 1A only > 1A and 2A > 2A only > 2A and 1B > 1B only > 1B and 2B > 2B only > 2B and 1A > repeat > > That is one full electrical cycle, four full steps, eight half-steps. > > It might be enlightening to trace out as much of the power circuit as > possible and post it, if you are interested in reverse engineering the > drive. I've done a little power electronics, and I'd be happy to take a > look and see what I can figure out. > > Regards, > > John Kasunich I believe I read somewhere that half stepping has an uneven torque profile because sometimes there are one and two coils active. The inputs I measured (full step?), always have two active. From previous posts, it seems microstepping is much better. Does anyone make a unipolar microstep drive? Is anyone using EMC2/HAL to control holding current? -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/Bandit CNC) |
|
From: Kirk W. <kwa...@wa...> - 2008-04-17 20:14:43
|
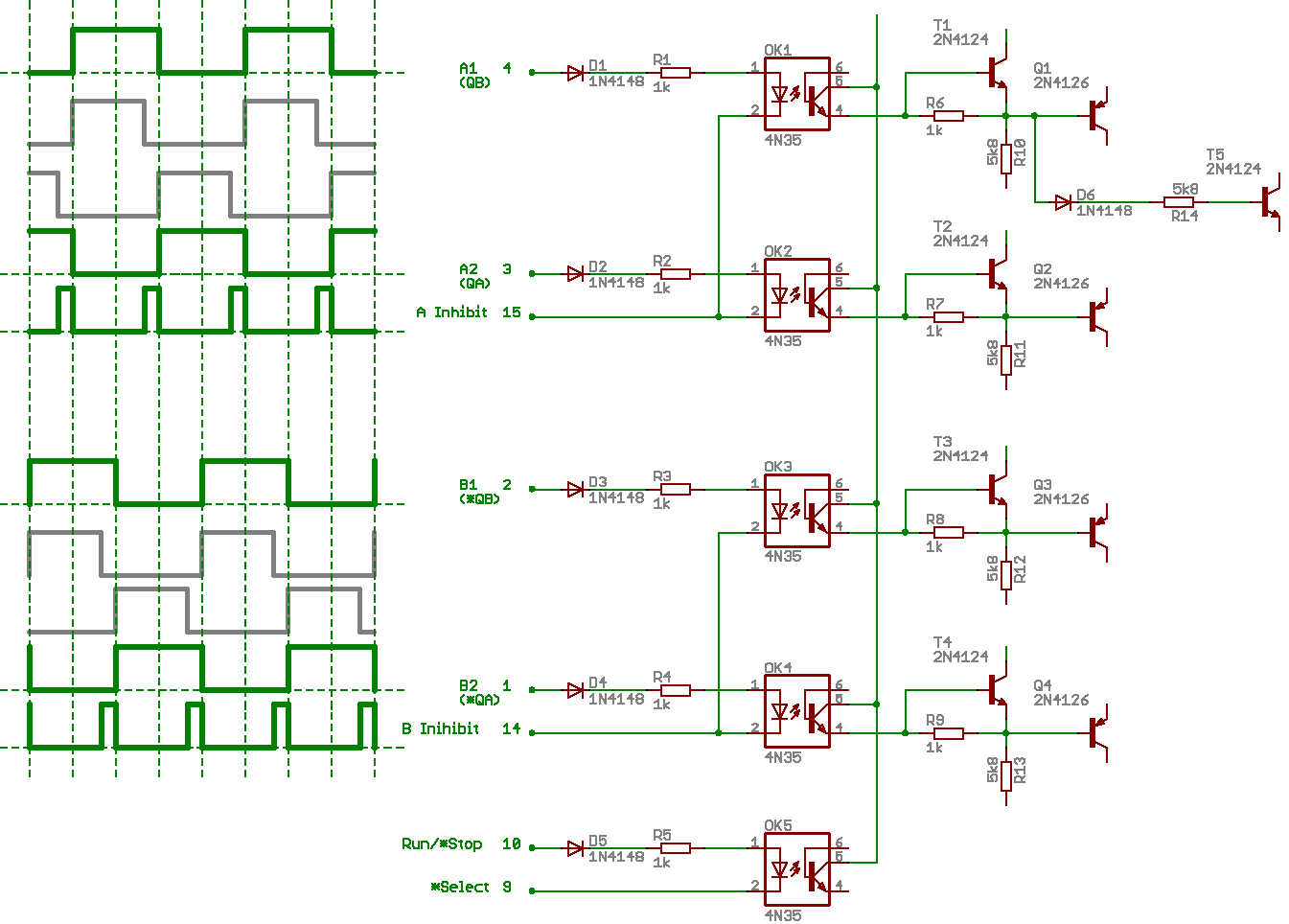
On Tue, 2008-04-15 at 20:42 -0700, Kirk Wallace wrote: > I am losing patience with the Bandit on my Shizuoka mill, so I am ...snip > touch off after powering up? > > It's time to hit the books, but any advise is appreciated. Here is what I have reverse engineered so far: http://www.wallacecompany.com/machine_shop/Shizuoka/00001-1a.jpg http://www.wallacecompany.com/machine_shop/Shizuoka/Shizuoka_Step_Drv-1a.png It seems the common transistors are on the high side and the other coil wires sink to ground. Each common or coil transistor in the picture is a pair of the same physical size, which seem to be wired as a Darlington. I haven't sorted out the coil control circuits yet. I am still trying to figure out if I need the inhibit signals which seem to turn off whatever is on a little bit early. If may traces are correct then there would also be of pulses in the middle of the high periods. I'll be working on this more. -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/Bandit CNC) |
{kind=link}
|
From: Chris R. <ch...@ti...> - 2008-04-17 20:37:17
|
On Thu, Apr 17, 2008 at 01:14:37PM -0700, Kirk Wallace wrote: > > http://www.wallacecompany.com/machine_shop/Shizuoka/00001-1a.jpg While it's out I'd meter those 220? ohm carbon composition resistors surrounded by discolored circuit board. Heat is their enemy and causes their values to drift (usually increase). Might save you a worse repair job later. I've seen these doubled in value in old radios, especially the bigger wattage ones used in HV power supply pi filters. It's fun to try to guess the value when the stripes are mud brown - crispy mud brown - mud brown - shiny mud brown Chris |
|
From: Curtis W. M. <cmo...@ya...> - 2008-04-17 21:31:03
|
My HobbyCNC board says it is a "Unipolar Chopper Control" It does 1/2, 1/4, 1/8, 1/16 microstepping. Uses 6 wire (2 common) steppers. C --- Chris Radek <ch...@ti...> wrote: > On Thu, Apr 17, 2008 at 01:14:37PM -0700, Kirk Wallace wrote: > > > > http://www.wallacecompany.com/machine_shop/Shizuoka/00001-1a.jpg > ____________________________________________________________________________________ Be a better friend, newshound, and know-it-all with Yahoo! Mobile. Try it now. http://mobile.yahoo.com/;_ylt=Ahu06i62sR8HDtDypao8Wcj9tAcJ |
|
From: Kirk W. <kwa...@wa...> - 2008-04-17 22:18:36
|
On Thu, 2008-04-17 at 14:30 -0700, Curtis W. Moore wrote: > My HobbyCNC board says it is a "Unipolar Chopper Control" > > It does 1/2, 1/4, 1/8, 1/16 microstepping. Uses 6 wire (2 common) > steppers. > > C Thanks Curtis. Thats looks close. Too bad it has a 3 Amp max. I need around 8 Amps with slightly more voltage (45 V). -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/Bandit CNC) |
|
From: John K. <jmk...@fa...> - 2008-04-17 22:21:33
|
Kirk Wallace wrote: > On Thu, 2008-04-17 at 14:30 -0700, Curtis W. Moore wrote: >> My HobbyCNC board says it is a "Unipolar Chopper Control" >> >> It does 1/2, 1/4, 1/8, 1/16 microstepping. Uses 6 wire (2 common) >> steppers. >> >> C > > Thanks Curtis. Thats looks close. Too bad it has a 3 Amp max. I need > around 8 Amps with slightly more voltage (45 V). > If you are thinking about replacing the drives, I'd go with Geckos. They are bipolar, but you can set use your 6-wire motors in series or half-winding configuration. Do you know your motor's rated current and voltage (not supply voltage, winding voltage, determined by multiplying the rated winding current by the winding resistance). Regards, John Kasunich |
|
From: Kirk W. <kwa...@wa...> - 2008-04-17 23:12:39
|
On Thu, 2008-04-17 at 18:21 -0400, John Kasunich wrote: > Kirk Wallace wrote: > > On Thu, 2008-04-17 at 14:30 -0700, Curtis W. Moore wrote: > >> My HobbyCNC board says it is a "Unipolar Chopper Control" > >> > >> It does 1/2, 1/4, 1/8, 1/16 microstepping. Uses 6 wire (2 common) > >> steppers. > >> > >> C > > > > Thanks Curtis. Thats looks close. Too bad it has a 3 Amp max. I need > > around 8 Amps with slightly more voltage (45 V). > > > > If you are thinking about replacing the drives, I'd go with Geckos. > They are bipolar, but you can set use your 6-wire motors in series or > half-winding configuration. > > Do you know your motor's rated current and voltage (not supply voltage, > winding voltage, determined by multiplying the rated winding current by > the winding resistance). > > Regards, > > John Kasunich There is no data attached to the motors. I measured 1.1 Ohms across each coil, with 1.0 Ohms across the leads, so the coils are somewhere around .1 or .2 Ohms. The 8 Amp figure comes from the driver circuit board where the current limit potentiometer indicates an 8 Amp max. Is any of this useful? I scoped the driver board inputs again and corrected my signal diagram on the schematic. The gray traces are the result of the coil input and it's inhibit. I confirmed this with scoping the far side of the input optocoupler. I played with the axis speed and noticed the inhibit gets smaller and goes away around half speed. The trace leads me to believe the designers were trying to soften the low speed steps, with a brief half step, so that the motor would not overshoot and degrade the surface finish. If this is the case and not for some sort of electrical reason, I can switch over to EMC2 right away, and not worry about blowing out a board. Of course Stepgen doesn't have this inhibit signal available, so I may need to find another way, maybe using selective and adjustable delays in HAL. If step overshoot is a common stepper problem, is there a common way to fix it? -- Kirk Wallace (California, USA http://www.wallacecompany.com/machine_shop/ Hardinge HNC lathe, Bridgeport mill conversion, doing XY now, Zubal lathe conversion pending Craftsman AA 109 restoration Shizuoka ST-N/Bandit CNC) |
|
From: Jon E. <el...@pi...> - 2008-04-18 01:47:49
|
Kirk Wallace wrote: > I scoped the driver board inputs again and corrected my signal diagram > on the schematic. The gray traces are the result of the coil input and > it's inhibit. I confirmed this with scoping the far side of the input > optocoupler. I played with the axis speed and noticed the inhibit gets > smaller and goes away around half speed. The trace leads me to believe > the designers were trying to soften the low speed steps, with a brief > half step, so that the motor would not overshoot and degrade the surface > finish. If this is the case and not for some sort of electrical reason, > I can switch over to EMC2 right away, and not worry about blowing out a > board. Of course Stepgen doesn't have this inhibit signal available, so > I may need to find another way, maybe using selective and adjustable > delays in HAL. It would be real easy to rig an edge detector to detect when the phases changed, and enforce a blanking on that phase for a set time. A one shot could set the blanking time and allow you to adjust to the same as the Bandit controller produced. If step overshoot is a common stepper problem, is there a > common way to fix it? > Do you mean jumping steps? The worst cause of this is mid-band resonance, where the (full) step frequency matches the rotor's pendulum-like natural frequency due to rotor mass and the magnetic pull of the motor's poles. The Gecko drive detects an electrica phase shift in the motor's waveform and counteracts it. Otherwise, you can have the controller skip over the resonant frequency, install viscous dampers, or try to come up with other electronic damping solutions (RC dampers, etc.) None of these schemes is perfect, I think the latter RC dampers are almost certainly a disaster due to component size. The Gecko also greatly solves the problem with microstepping, as it reduces the excess energy supplied at the full-step frequency so as not to excite the resonance. Jon |
Thanks for helping keep SourceForge clean.
X